不容错过的沈阳 本地 不锈钢板加工 管材激光切割服务至上视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:沈阳 本地 不锈钢板加工 管材激光切割服务至上的图文介绍
中工金属材料有限公司成立于2006年,公司员工200于人,公司位于沈阳西南部,交通优越,三条铁路、四条高速公路、四条国道纵横境内,主营: 不锈钢板加工、,我公司宗旨是以质量求生存,以科技求发展,以顾客为上帝。


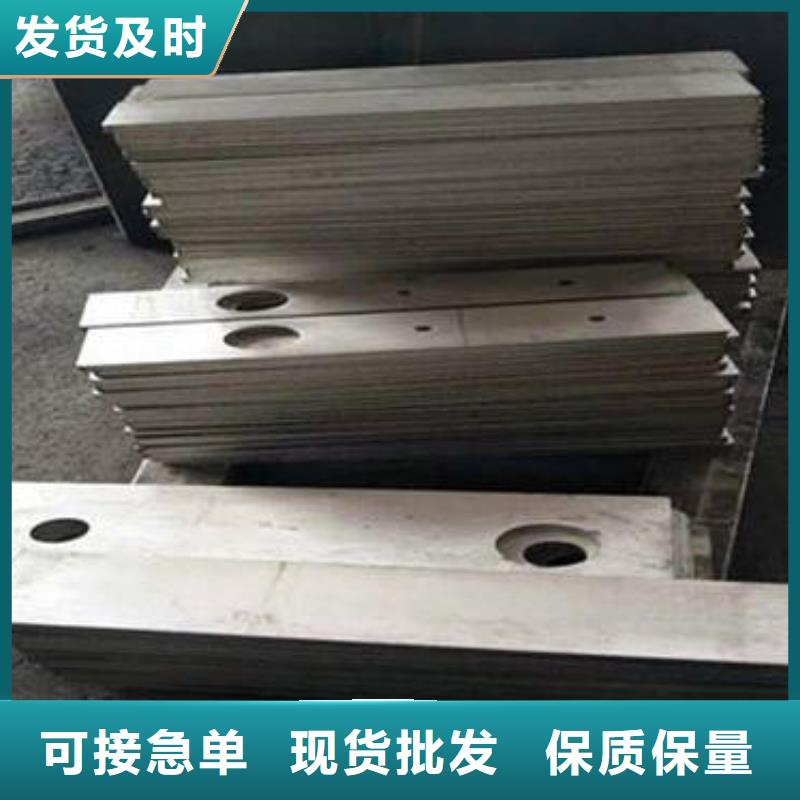
识别钣金厂用的304与201不锈钢板的简单方法304不锈钢因其卓越的耐腐蚀性往往被用着内层(即直接与水),201不锈钢因为耐腐蚀性较差,不能用着内层,往往被用在保温水箱的外层。但是201比304价格低廉,往往会被一些不良商家冒充304使用,用201不锈钢制作的不锈钢水箱使用寿命极短,往往1-2年就能被水腐蚀,给使用者留下隐患。 下面教大家用简单的方法识别这两种材质:不锈钢水箱用到的304与201不锈钢,表面通常为亚光。所以我们通过看、手触摸的方式鉴别。看304不锈钢具有很好的光泽发亮,手触摸很顺滑;201不锈钢则颜色发暗没有光泽,触摸有比较粗糙不光滑的感觉。 另外将手沾湿水,分别触摸2种不锈钢板,触摸后304板上的水渍手印比较容易擦除,201不容易擦除。用磨光机装上砂轮片轻轻打磨两种板,打磨时201板的火花比较长、粗、多,反之304板的火花比较短、细、少。打磨时力量务必轻,且2种打磨力道一致,方便区别。 用不锈钢酸洗膏分别涂抹在2种不锈钢板上。2分钟后,看涂抹处不锈钢颜色的变化。颜色发黑为201,发白或不变色为304三、什么样的不锈钢不易生锈。影响不锈钢锈蚀的主要因素有三点:其一:合金元素的的含量,一般地说铬的含量在10.5%钢就不易生锈了。



中工金属材料有限公司追求与客户长期、稳定、互动的合作关系,努力当好 不锈钢板加工、与用户沟通的纽带。公司以优惠的 不锈钢板加工、出厂价,优质的商家服务愿与广大新老客户携手共进,共同发展。企业目标: 以优质的服务满足广大客户的需求,以质优价廉 的 不锈钢板加工、取得广大客户的信任。不断发展,做行业的领跑者。企业文化:广交朋友,合作共赢。



通常情况下,激光焊接主要分为热导焊与深熔焊两类。焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。 试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺参。 以上就是为大家讲解的不锈钢板的激光焊接存在变形的问题,总的来说激光焊接工艺作为一种有效焊接,在焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。想要了解更多关于不锈钢板的相关信息可以我们。


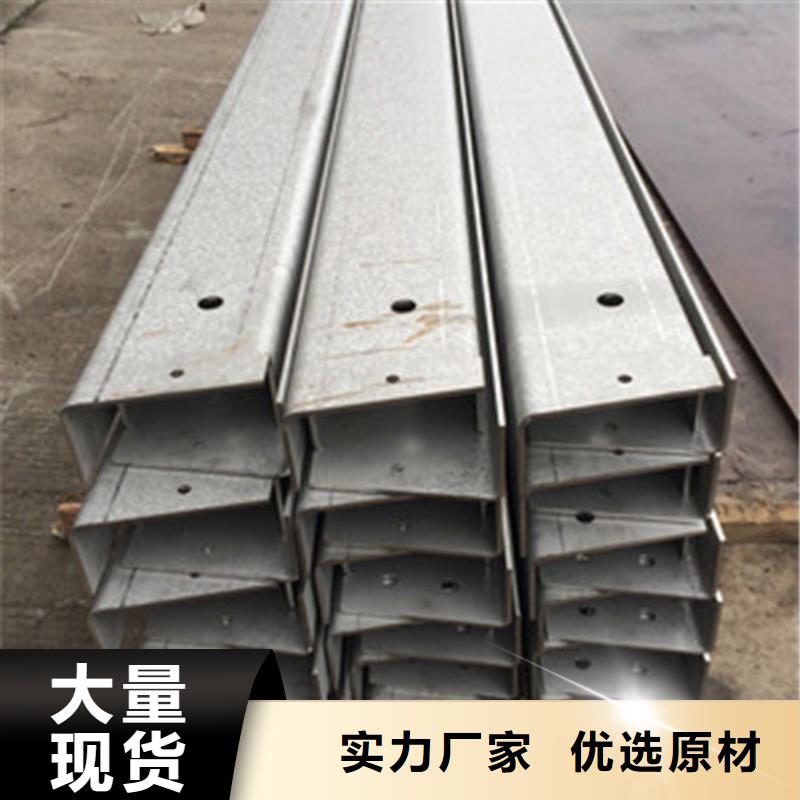
尤其是在建筑行业,因为这个行业关乎到人的生命财产。所以都是选用的抗压性能和抗拉性能比较好的不锈钢板。再有就是工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。 在干燥的室内环境中使用304不锈钢效果相当好。因为前几年才发展起来的3D打印行业,在不锈钢板的选用上面需求也是的大,因为不锈钢板本身的耐腐蚀性能比较好,所以在高温的打印环境下,能够发挥出不错的成绩,这也是能够迅速的发展的必要条件之一。 不锈钢薄板拘束度较小,在焊接过程中受到局部加热、冷却作用形成了不均匀的加热、冷却,焊件会产生不均匀的应力和应变,焊缝的纵向缩短对薄板边缘的压力超过一定值时,即会产生较严重的波浪式变形,影响工件的外形质量。 解决不锈钢薄板焊接时烧穿、变形的主要措施有:01严格控制焊接接头上的热输入量,选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);02通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。





 扫一扫
扫一扫